INVENT Umwelt- und Verfahrenstechnik AG, con sede en la localidad alemana de Erlangen, está en vías de crecimiento. El año 2022 se convirtió en el ejercicio comercial más exitoso en la historia de la empresa, y también este año hay marcado un rumbo que puede calificarse con seguridad de todo un hito para el futuro.
Erlangen. INVENT es una moderna empresa que ofrece tecnologías clave exclusivas para el sector del agua. En todo el mundo hay cada vez más operadores de depuradoras, desalinizadoras de agua de mar y otras plantas de tratamiento de aguas que confían en la tecnología innovadora de Erlangen. El mayor potencial radica en América del Norte y del Sur, Oriente Próximo y la India, que actualmente es «el lugar de moda», según declaraciones de la empresa.
Toda una serie de proyectos emblemáticos apuntalan la competitividad del equipo liderado por el presidente de la Junta Directiva, Dr. Marcus Höfken. La tecnología de INVENT se encuentra, por ejemplo, en todas las depuradoras de la ciudad de Nueva York, Washington DC o San Diego (California).
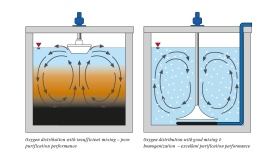
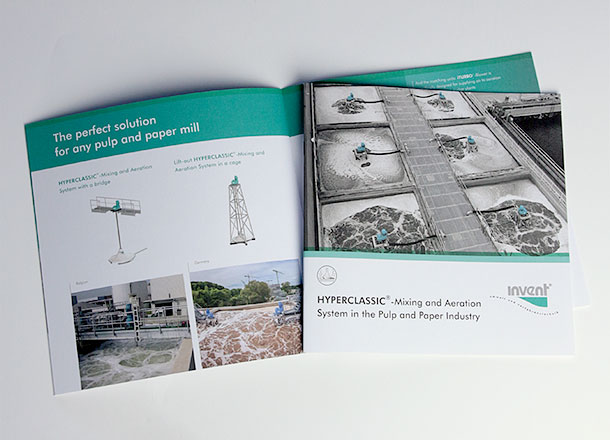
El éxito de la empresa se basa en primer lugar en la idea de desarrollar productos para la depuración de aguas y aguas residuales desde el enfoque de la mecánica de fluidos. Esto le confiere a la empresa de Erlangen un papel pionero en todo el mundo. Es líder del mercado en los campos de la tecnología de agitación, la tecnología de aireación, la separación sólido-líquido y las soluciones de sistema para el tratamiento de aguas y aguas residuales. Sobre todo, tiene una gran demanda en todo el mundo la serie HYPERCLASSIC® de sistemas de agitación y aireación con sus agitadores de forma hiperboloide.
Sin embargo, los servicios no se limitan a la venta de productos. De hecho, una solución de sistema completa de INVENT abarca el diseño de la planta, la ingeniería básica y detallada, la gestión del proyecto, el suministro de los componentes técnicos de las máquinas, la instalación y la puesta en servicio de la planta, así como la formación del personal que va a trabajar con ella.
A pesar de su robustez y durabilidad, la instalación de los productos de alta tecnología requiere precisión y conocimientos técnicos para garantizar que el tratamiento del agua ofrezca los resultados deseados. La afirmación «el agua es vida» debe tomarse al pie de la letra en este ámbito tan sensible.
En 2022 se registraron nuevas cifras récord
2022 fue el año más exitoso de la historia de INVENT hasta el momento. La facturación total del grupo empresarial ascendió a 28,9 millones de euros, con lo que superó el récord anterior establecido en 2016. El total de pedidos recibidos también estableció un máximo histórico con más de 35 millones de euros.
En vista de la demanda mundial de soluciones de sistema de ahorro energético para el tratamiento de aguas y aguas residuales, Höfken espera un crecimiento dinámico para su empresa en los próximos años. Los pedidos y cooperaciones en marcha y los que ya se han sellado dan pie a esta previsión.
Nuevo gran proyecto y empresa conjunta
Además de los proyectos ejecutados con éxito en Catar y Omán, actualmente se está iniciando otro en Oriente Medio: una gran depuradora de aguas residuales de nueva construcción en Arabia Saudí también se equipará con tecnología de INVENT después de que los planificadores se convencieran de su funcionalidad y calidad. Para ello, en los laboratorios de Erlangen se realizaron pruebas exhaustivas y simulaciones CFD en las condiciones más realistas posibles, a fin de mostrar exactamente cómo funcionarán los productos en la planta.
La fundación de una empresa conjunta con la compañía JASH Engineering LTD. India también podría suponer el inicio de un nuevo camino para INVENT. JASH es un fabricante especializado y reconocido en todo el mundo de diversos equipos para el transporte, la conducción y el tratamiento de agua, aguas residuales y agua de mar. «Esta colaboración estratégica se ha iniciado para combinar nuestros respectivos puntos fuertes y experiencia con el fin de ofrecer conjuntamente soluciones innovadoras en el sector del agua», explica Höfken.
La empresa conjunta permitirá a ambas compañías reforzar su presencia en el mercado y desarrollar soluciones innovadoras para un amplio abanico de sectores, como el tratamiento de aguas municipales, la industria química, del petróleo y del gas, el sector de la celulosa y el papel, el alimentario y el de las bebidas, entre muchos otros, como enumera el director general y añade: «Esta colaboración proporcionará a los clientes indios soluciones pioneras y les permitirá abordar sus retos relacionados con el agua de forma más eficaz y lograr un crecimiento sostenible».
Por ejemplo, a diferencia del mercado alemán, el llamado «proceso de lodos granulados» desempeña un papel importante en el tratamiento del agua a nivel internacional, por lo que los desarrolladores de productos de INVENT se han centrado mucho en él. Han logrado desarrollar un sistema (iSBR®/iGSR®) que permite combinar en tanques de cualquier tamaño varias fases del proceso de tratamiento, como la depuración biológica y la separación de los fangos activados.
¡Se buscan urgentemente empleados!
Debido a su crecimiento, INVENT necesita empleados en todas las áreas. Aunque la empresa conjunta con JASH emplea actualmente a mucha mano de obra también en Erlangen, la dirección de la empresa está considerando la posibilidad de construir su propia planta de producción en EE. UU., ya que Norteamérica constituye el mayor mercado para INVENT. En la sede central de Erlangen, mientras tanto, se está estudiando una ampliación de las instalaciones, mientras que Geppert Rührtechnik GmbH, adquirida en 2016, se mantendrá como filial en Erzhausen (Hesse, Alemania).