INVENT made a major contribution by introducing hyperboloid mixing and aeration technology to the water and wastewater treatment market in the 1990s.
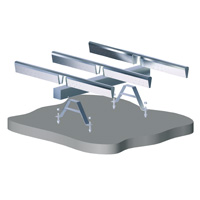
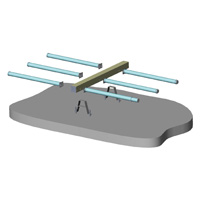
HYPERDIVE®-Mixing and Aeration System

Product Information
The HYPERDIVE®-Mixing and Aeration System with submersible drive ensures the efficient supply of oxygen and optimum mixing during the biological stage of municipal and industrial wastewater treatment systems.
The benefits of these mechanical aeration systems include:
- An almost high oxygen supply capacity as in pure water
- Fine bubble aeration
- No increase in pressure drop as for example with membrane aeration
- No aerosol and noise generation
- Quick and easy installation, even in filled basins
- Avoiding sludge deposits
- Agitation without aeration
Air passes through the supply air hose via the cage structure into an application-optimized outlet system. Dispersing tunnels and shear ribs on the underside of the agitator body break up the air bubbles that flow upwards there.
The three-dimensional main flow generated by the hyperboloid agitator transports the fine air bubbles radially outward during aeration operation and distributes them throughout the basin.
As a result, the activated sludge flocs are optimally supplied with oxygen and homogeneously distributed in the basin. The result is maximum oxygen transfer and yield.


| Designation | Value |
| Rated Capacity | 1,1 – 4,0 kw |
Efficiency Class | IE3 |
| Propeller Diameter | 2.000, 2.500 mm |
| Rotation Speed | 24-39 upm |
| Propeller Material | Glass Fiber Reinforcer Plastic |
| Foot Construction | Stainless Steel |
| Total Weight | 420 – 480 kg |





Stigsnæs, Denmark
Plant: WWTP Stigsnæs, Denmark
Type of Plant: Industrial Wastewater Treatment Plant
Start-up Year: 2016
Application:
- Mixing and aeration for COD elimination
Scope of Delivery:





Jebel Ali, UAE
Plant: WWTP Jebel Ali, UAE
Type of Plant: Municipal Wastewater Treatment Plant
Start-up Year: 2009
Appliction:
- Aeration in the sand trap
- Stirring and homogenization in anoxic tanks
- Stirring and aeration in pre-aeration and aeration tanks
Scope of Delivery:
- Engineering & Design
- 20 HYPERDIVE®-Mixing and Aeration Systems
- 72 HYPERCLASSIC®-Mixing and Aeration Systems
- 32 HYPERCLASSIC®-Mixers
- 160 iCBA®-Aeration Systems
- Installation und Start-up




Cheminova, Denmark
Plant: WWTP Cheminova, Denmark
Type of Plant: Industrial Wastewater Treatment Plant
Start-up Year: 2016-2021
Application:
- Stirring and aeration for BOD/COD elimination in aerobic tank
- Aeration in activated sludge basins
Scope of Delivery:


Dingolfing, Germany
Plant: WWTP Develey Dingolfing, Germany
Type of Plant: Industrial Wastewater Treatment Plant
Start-up Year: 2020
Application:
- Mixing and aeration for BOD/COD elimination in aerobic tank
Scope of Delivery:
Download product brochure
We would be happy to provide you with the desired document. Please enter your contact details in the form below.
You will then receive a link to the desired document by email.
Product videos:


Aeration Systems for modern wastewater treatment
HYPERCLASSIC®-Mixing and Aeration System in the pulp and paper industry
Our aeration products






Applications of the INVENT HYPERDIVE®-Mixing and Aeration System
BOD or COD degradation
Highly efficient supply of oxygen to the microorganisms for BOD and nitrogen elimination.
The HYPERDIVE®-Mixing and Aeration System acts as a permanent aeration system for biological carbon degradation in aeration tanks. It is possible to react flexibly to fluctuations in freight. The simultaneous circulation by the agitator ensures a homogeneous and deposit-free mixing even with low air supply in the activated sludge tank.
Nitrification
The HYPERDIVE®-Mixing and Aeration System ensures not only optimal mixing in the biological stage but also efficient oxygen supply during nitrification. The mechanical aeration method allows for a high oxygen transfer rate with minimal energy consumption and consistently low pressure loss.
SBR (Sequencing Batch Reactor)
In the SBR process, usually several cycles with different process phases are run through each day. Important boundary conditions for a well-functioning overall process include a rapid change between phases with oxygen supply and pure mixing operation, homogeneous mixing and flexible oxygen supply capacity with a wide working range.
In addition to the above boundary conditions, the HYPERDIVE®-Mixing and Aeration System additionally offers further advantages in the SBR process:
- In the case of strong seasonal freight fluctuations (food processing, tourism, etc.), a temporary shutdown is possible without any loss of quality of the components or functionality.
- Simple installation without complex internal structures in the tank – With the liftable version, maintenance can be carried out without emptying the tank.
Mixing and balancing with aeration
The influent loads to the biological treatment may exhibit significant fluctuations. In order to avoid having to size the treatment plant for peak loads, equalization tanks are constructed. Aeration prevents the wastewater from putrefying and developing unpleasant odors. The additional mixing capacity effectively prevents deposits in the tank.
The HYPERDIVE®-Mixing and Aeration System combines both tasks in one machine and can be perfectly adjusted to meet the specific requirements.
Fakultative aeration
In nitrification stages, the stirring and aeration system serves as a permanent aerator. If (seasonal) process changes in the activated sludge tank require a temporary changeover from nitrification to denitrification (swing zone), it is possible to run in pure agitation mode without aeration. A change between operation with ventilation and without ventilation is possible at any time by using the HYPERDIVE®-Mixing and Aeration System.
Intermittend aeration
By utilizing intermittent aeration in conjunction with modern measurement, control, and regulation technology, the energy consumption of a wastewater treatment plant can be significantly reduced, leading to a stable operation with consistently low effluent values.
The HYPERDIVE®-Mixing and Aeration System is perfectly suited for intermittent operation as it can easily switch between aeration and mixing modes while ensuring complete mixing of the tank contents in all operational points. The risk of membrane clogging during switched off aeration is eliminated, making the HYPERDIVE®-Mixing and Aeration System a reliable and efficient choice for wastewater treatment processes.
Aerobic sludge stabilization
Activated sludge with high dry matter content forms a viscous, pseudoplastic medium. Due to the shear-thinning effect of the mixer body of the HYPERDIVE®-Mixing and Aeration System in aeration mode, there is a significantly better oxygen supply compared to membrane aerators. In addition, problems such as clogging of membranes, pressure increases and material aging due to high temperatures are no longer a problem by using the HYPERDIVE®-Mixing and Aeration System.
Deammonification
The HYPERDIVE®-Mixing and Aeration System can be utilized as a continuous aerator to convert ammonium in the sludge water into nitrite under aerobic conditions. When needed, it can easily switch to the mixing mode to increase the proportion of anaerobic bacteria in the Anammox process. Since Anammox bacteria are often sensitive to high or low oxygen concentrations, a highly flexible aerator is desirable. The HYPERDIVE®-Mixing and Aeration System provides this flexibility, allowing for optimal adaptation to the specific process requirements.
Pure oxygen aeration
The aeration or oxygen supply in the process can be carried out by using the HYPERDIVE®-Mixing and Aeration System with atmospheric oxygen or pure oxygen supply. During aeration with pure oxygen, the HYPERDIVE®-Mixing and Aeration System achieves high oxygen transfer efficiencies through the high specific mixing power input, thus minimizing the required pure oxygen and reducing operational costs.
Membrane Bioreactor (MBR)
By continuously cleaning the membrane surface and providing uniform aeration, the thickness of the fouling layer is limited. This is crucial for the activity of the biological microorganisms responsible for the degradation of organic substances in the wastewater. Additionally, uniform aeration can prevent deposits on the membrane surface, thereby minimizing maintenance costs. Furthermore, membrane bioreactors often have increased biomass concentrations, which do not lead to increased wear or maintenance requirements for the HYPERDIVE®-Mixing and Aeration System under such conditions.

